上海芾驰智能科技有限公司 鱼菜共生陆基跑道鱼池|绿生态农业数字化管控平台|生态农业综合运营服务|软件开发及技术服务
18930766897

2025-02-14 00:21:30
工厂化循环水养殖系统能够提供一个稳定的养殖环境,有效降低了养殖风险。传统养殖通常受到天气变化、水体污染等外部因素的影响,而循环水系统通过封闭和可控的环境,消除了这些不确定性。无论是暴风雨还是干旱,养殖者都能维持稳定的生产。这种可控的环境不仅有助于鱼类健康生长,也使得养殖者能够准确预测生产周期和产量,提高计划和管理的可预见性。由于循环水系统环境可控,不仅允许更高密度的养殖,从而明显提高单位面积的产量。工厂化养殖要关注饲料资源的开发与利用,降低生产成本。上海微生物工厂化水产养殖物联网

循环水工厂化养殖模式展望,想要建立适用于我国现状的水产养殖模式,需要进行充分的调研,根据我国居民对水产品的需求及现阶段我国工厂化水产养殖水平,将现阶段循环水养殖水处理技术与工程化生态净化技术相结合,实现养殖过程中节水、零排放。同时采用科学先进的微生物净化技术,前期减少高昂的设备费用支出,缩短回报周期,让更多的养殖人员从目前的多浪费、多污染的流水养殖模式转变为零污染、少浪费的全封闭式循环水养殖模式,这不仅降低了生产成本而且有利于水产养殖业的绿色可持续发展。上海大型工厂化水产养殖池案例显示,工厂化养殖在石斑鱼、鲈鱼等名贵鱼类的养殖上取得了明显成果。

工厂化循环水养殖的发展阶段,该模式在我国主要经历了四个发展阶段。头一阶段为探索起步阶段(1970-1984),上海和北京开展了封闭式循环水养鱼试验,初步出现了我国工厂化循环水养殖的雏形。第二阶段为引进试验阶段(1985-1998),深圳、宁波、营口引进德国、丹麦循环水养殖设备进行鳗鱼养殖,带动了我国蛋白质泡沫分离器、生物滤器、水质自动在线监测等水处理设备的自主研发。第三阶段为消化吸收阶段(1999-2006),该阶段水处理设备的稳定性和可靠性得到进一步提升,初步构建了拥有自主知识产权的循环水养殖系统,逐步走向产业化、规模化的推广应用。第四阶段为集成整合阶段(2007-至今),该阶段集成构建了适合我国的养殖车间、水处理和养殖管理系统,逐步建立了多品种的循环水养殖模式。
通过实验数据,我们再来总结:1、方形养殖池,空间利用率相对较高,受到池壁几何形状的制约,水流会在直角处急剧转弯,与池壁发生撞击,导致能量损失较大,池内剩余能量难以维持水体较高速度的旋转运动,致使池内的低流速区域增大;加之较差的水力混合条件导致了“死区”的产生,固体废弃物难以及时排除,加大了池内的耗氧量,进而导致鱼群分布不均,鱼类品质下降。2、八角养殖池,八角养殖池和矩形圆弧角养殖池是圆形养殖池的较佳替代品,具有更好的空间管理、共享的侧走道和均匀的旋转流体单元。但是,水箱内的流速和水质仍有相当大的差异。例如,在八角形养殖池的角落附近可能会形成死水区。3、圆形养殖池。圆形,是目前循环水养殖池里的主流“户型”,均匀的水质和稳定的流动模式,为养殖鱼类提供相对较优的水动力条件,池内较高的流速使固体废弃物快速移出养殖池而实现自清洁。养殖业与光伏产业结合,实现能源互补,降低生产成本。

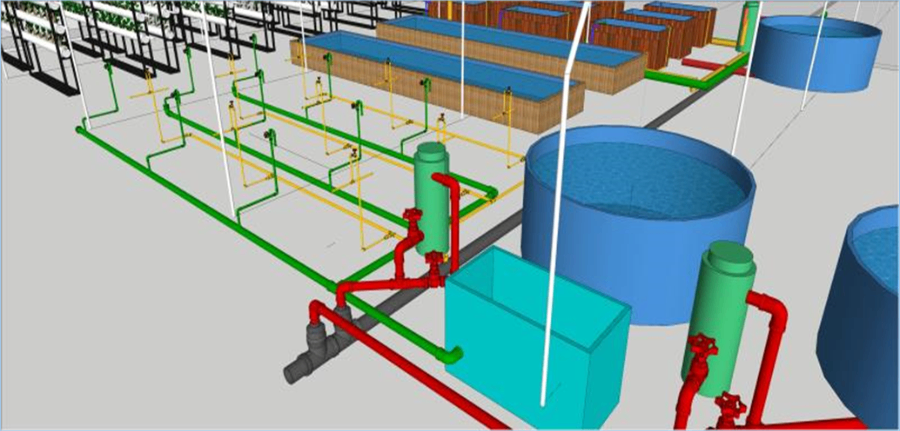
在工厂化循环水养虾系统中,养虾池的水经过微滤机、蛋白质分离器、生化处理池、紫外线杀菌、泵池充氧后又流回养虾池。水体中的无机物、有机物以及氨氮等有害物质经过物理、化学、生物的处理得以循环利用,实现对虾的高产、高质量、可持续养殖。随着各地减抗、限制尾水排放以及对地下水取用的限制等政策的实施,水产养殖行业更加关注可持续养殖。工厂化循环水养殖技术具有设施化、机械化水平高,节能环保、养殖高效等优点,格外受到重视。作为海鲜陆养的典型表示,工厂化循环水养殖南美白对虾具有巨大的发展前景。工厂化养殖为渔业扶贫提供了有力支持。上海大型工厂化水产养殖池
工厂化养殖为城市居民提供了绿色、健康的水产品。上海微生物工厂化水产养殖物联网
空间较大化,才能在单位空间里养更多的鱼,有更多的产出,实现节水、节地、高产的目标。集污效率足够好,才能将鱼群代谢的废弃物尽快的排出养殖池排进过滤系统。也只有废弃物及时得到处理,才能实现养殖水体的循环使用。辽宁省海洋水产科学研究院也针对第二个要素做了实验进行集污效率对比:基于方形池、八角池、圆形池等常见养殖池形式,通过分析养殖池内水流云图和向量图分析不同池型在相同进水流量下的集污能力,对比相同集污效果下的能耗情况。上海微生物工厂化水产养殖物联网